欠陥の防止プラスチック射出成形製造プロセスの品質と効率性を確保する鍵となります。以下に、よくある欠陥を回避するための4つの重要なヒントをご紹介します。
射出成形パラメータの最適化
- 射出圧力と速度:射出圧力と速度は、材料と金型に合わせて調整してください。圧力が高すぎると過充填につながり、低すぎると充填が不完全になる可能性があります。
- 金型温度金型を適切な温度に保つことは非常に重要です。金型の温度が低すぎると、材料が急速に固化し、ショートショットや充填不良につながる可能性があります。一方、金型の温度が高すぎると、バリが発生する可能性があります。
- 冷却時間: 反りや収縮の原因となる過冷却を避け、部品が適切に固まるように冷却時間を調整します。
金型の品質と清潔さを維持する
- 定期検査: 最終製品に影響を与える可能性のある欠陥を防ぐために、コアの割れ、エジェクタピンの摩耗、位置ずれなどの摩耗の兆候がないか金型を定期的に検査します。
- カビ除去: 定期的に金型を清掃して、通気口を詰まらせたり、材料の流れを妨げたりして、焼けやヒケなどの欠陥を引き起こす可能性のある油、残留物、破片を除去します。
適切な材料取り扱い
- 樹脂の乾燥多くのプラスチック樹脂は水分を吸収するため、注入時に気泡やスプレー跡が生じる可能性があります。使用前に樹脂が完全に乾燥していることを確認してください。
- 素材の品質常に仕様を満たす高品質の材料を使用してください。汚染物質や材料組成のばらつきは、最終製品の流動性の問題や寸法の不一致につながる可能性があります。
製造性を考慮した設計
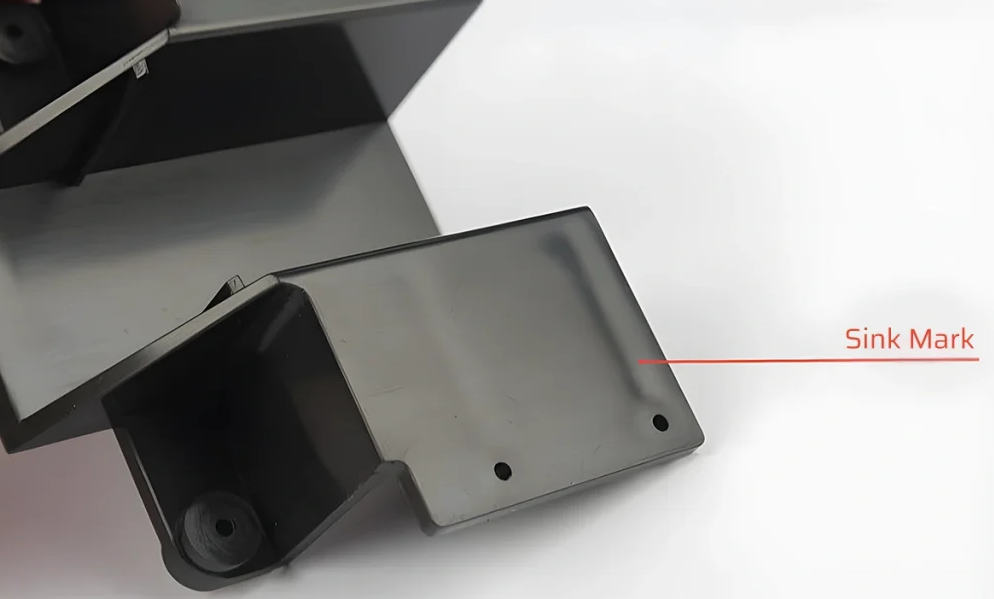
- 壁の厚さの均一性反り、ヒケ、ショートショットなどの問題を回避するため、部品設計では壁厚を均一にしてください。急激な厚さの変化よりも、緩やかな厚さの変化が望ましいです。
- 換気: 型内の適切な通気は、エアトラップを防ぎ、焦げや充填ムラを防ぎます。通気口は型と材料のサイズに合わせて適切に設計されていることを確認してください。
- ゲートとランナーの設計: ゲートとランナーを適切に設計することは、効率的な材料の流れに不可欠であり、ウェルド ラインや充填の不均一性などの欠陥が発生する可能性を減らすのに役立ちます。
射出成形プロセスのこれらの側面を最適化することで、欠陥を減らし、部品の品質を向上させ、製造業務全体の効率を高めることができます。
投稿日時: 2025年2月27日


