-

Примена калупа за бризгање у преливном облику у обради бризгањем
Процес преливања се генерално користи у методама обраде бризгањем, а то су машина за бризгање у две боје једном или машина за бризгање општег облика користећи секундарно бризгање; пакет хардвера за обраду пластике бризгањем, хардверски додаци...Прочитајте више -

Здрав разум три занатства и поређење предности у прототипирању
Једноставно речено, прототип је функционални шаблон за проверу изгледа или рационалности структуре израдом једног или више модела према цртежима без отварања калупа. 1-CNC производња прототипа CNC обрада је тренутно најшире коришћена и може обрађивати производе...Прочитајте више -

Разматрања за избор и примену врућих канала за калупе
Да би се што више искључили или смањили кварови у употреби, при избору и примени система врућих канала треба обратити пажњу на следеће ствари. 1. Избор методе грејања Метод унутрашњег грејања: структура млазнице за унутрашње грејање је сложенија, трошкови су виши, делови су д...Прочитајте више -

Процес обликовања ТПУ бризгањем
Са континуираним развојем економије и континуираним напретком друштва, обезбедило се богатство материјалних потрошачких добара, стварајући добре услове за побољшање животног стандарда људи и тежњу ка персонализованом животу, чиме се убрзава потражња за материјалним потрепштинама...Прочитајте више -

Који су захтеви за пројектовање дебљине зида пластичних делова?
Дебљина зида пластичних делова има велики утицај на квалитет. Када је дебљина зида премала, отпор протоку је висок и великим и сложеним пластичним деловима је тешко да попуне шупљину. Димензије дебљине зида пластичних делова треба да испуњавају следеће ...Прочитајте више -

Колико знате о полиамиду-6?
Најлон је увек био тема разговора. У последње време, многи клијенти ДТГ-а користе ПА-6 у својим производима. Зато бисмо данас желели да разговарамо о перформансама и примени ПА-6. Увод у ПА-6 Полиамид (ПА) се обично назива најлон, што је хетеро-ланчани полимер који садржи амидну групу (-NH...Прочитајте више -
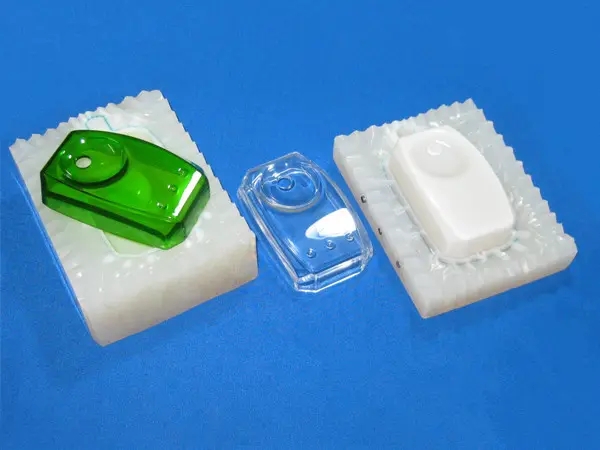
Предности процеса силиконског обликовања
Принцип силиконског калупа: Прво, прототипски део производа се обрађује 3Д штампањем или ЦНЦ-ом, а течни силиконски сировински материјал калупа се користи за комбиновање са ПУ, полиуретанском смолом, епоксидном смолом, транспарентним ПУ, ПОМ-сличним, гуменим, ПА-сличним, ПЕ-сличним, АБС-ом и другим материјалима...Прочитајте више -

Захтеви за процес бризгања сировина ТПЕ
ТПЕ сировина је еколошки прихватљив, нетоксичан и безбедан производ, са широким распоном тврдоће (0-95А), одличном могућношћу бојења, меким додиром, отпорношћу на временске услове, отпорношћу на замор и отпорношћу на топлоту, одличним перформансама обраде, без потребе за вулканизацијом и може се рециклирати ради смањења трошкова...Прочитајте више -

Који је INS процес бризгања који се користи у аутомобилској индустрији?
Тржиште аутомобила се стално мења и само сталним увођењем нових можемо бити непобедиви. Произвођачи аутомобила су одувек тежили висококвалитетном, хуманом и удобном искуству вожње, а најинтуитивнији осећај долази од дизајна ентеријера и материјала. Такође постоје...Прочитајте више -

Танкозидни ауто делови и процес бризгања
Последњих година, замена челика пластиком постала је неизбежно средство за олакшавање аутомобила. На пример, велики делови попут поклопаца резервоара за гориво и предњих и задњих браника направљени од метала у прошлости сада су уместо пластике. Међу њима, аутомобилска пластика у развијеним земљама има...Прочитајте више -

Бризгање ПММА материјала
ПММА материјал је познат као плексиглас, акрил итд. Хемијски назив је полиметил метакрилат. ПММА је нетоксичан и еколошки прихватљив материјал. Највећа карактеристика је висока транспарентност, са пропустљивошћу светлости од 92%. Онај са најбољим светлосним својствима, пропустљивост УВ зрачења...Прочитајте више -

Знање о пластичном калуповању у индустрији бризгања
Бризгање, једноставно говорећи, је процес коришћења металних материјала за формирање шупљине у облику дела, примењивања притиска на растопљену течну пластику да би се убризгала у шупљину и одржавања притиска током одређеног временског периода, а затим хлађења растопљене пластике и вађења завршног слоја...Прочитајте више















Пошаљите нам своју поруку:
- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur